This is the third part of the article Zero
Defects, and I have chosen the theme of pokayoke system, focused on the use of
devices that are required to build a Pokayoke.
In my experience as a consultant, I have seen some Lean Engineers who lack practical experience in Pokayokes (they focus on
philosophy but never built for themselves a system); so I hope that this post
will provide information to help some people who need it, in next project.

Poka-yoke System
Functions
A poka-yoke system processes two functions :
It can carry out 100 percent inspection and, if abnormalities occur, it can
carry out immediate feedback and action. The effects of poka-yoke methods in
reducing defects will differ depending on the inspection systems with which
they are combined: source inspections, self-checks, or successive checks.
Types of Poka-yoke
Poka-yoke systems fall in to regulatory
function categories, depending on their purposes, and setting function
categories, according to techniques they use.
Poka-yoke Regulatory
Functions
Two regulatory functions are performed by
poka-yoke systems.
1. Control methods
These are methods that, when abnormalities
occur, shut down machines or lock clamps to halt operations, thereby preventing
the occurrence of serial defects. Such methods have a more powerful regulatory
function than do those of the “warning” type discussed below, and maximum
efficacy in achieving zero defects is obtained by the use of these control type
systems.
2. Warning methods
These methods call abnormalities to workers’
attention by activating a buzzer or a light. Since defect will continue to
occur if workers do not notice these signals, this approach provides a less
powerful regulatory function than control methods.
In cases where workers’ attention is captured
by means of light, blinking lights can attract attention more powerfully than
steady ones. Ultimately, this method is effective only when workers take
notice, and the passive aspect of light signals makes it necessary to regulate
placement, intensity and colour, etc.
Poka-yoke Setting
Functions
The setting functions of poka-yoke systems can
be divided in to three categories.
Setting Function Types and Examples
1.
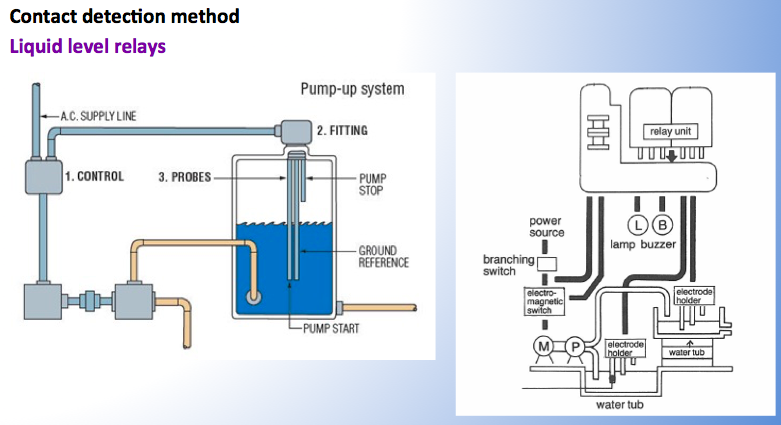
Contact methods
Methods in which sensing devices detect abnormalities
in product shape or dimensions by whether or not contact is made between the
products and the sensing devises are called contact methods.


2. Fixed-value methods
With these methods, abnormalities are detected
by checking for the specified number of motions in cases where operations must
be repeated a predetermined number of times.

3. Motion-step methods
There are methods in which abnormalities are
detected by checking for errors in standard motions in cases where operations
must be carried out with pre determined motions. These extremely effective
methods have a wide range of application, and the possibility of their use
should by all means be examined when poka-yoke setting functions are
considered.

Detection Measures for
Poka-yoke Systems
Detection method
Functions
Below are simple explanations of the functions
of the various detection methods.


















I hope this information help you in your next Kaizen Event.






