Heijunka Concept.
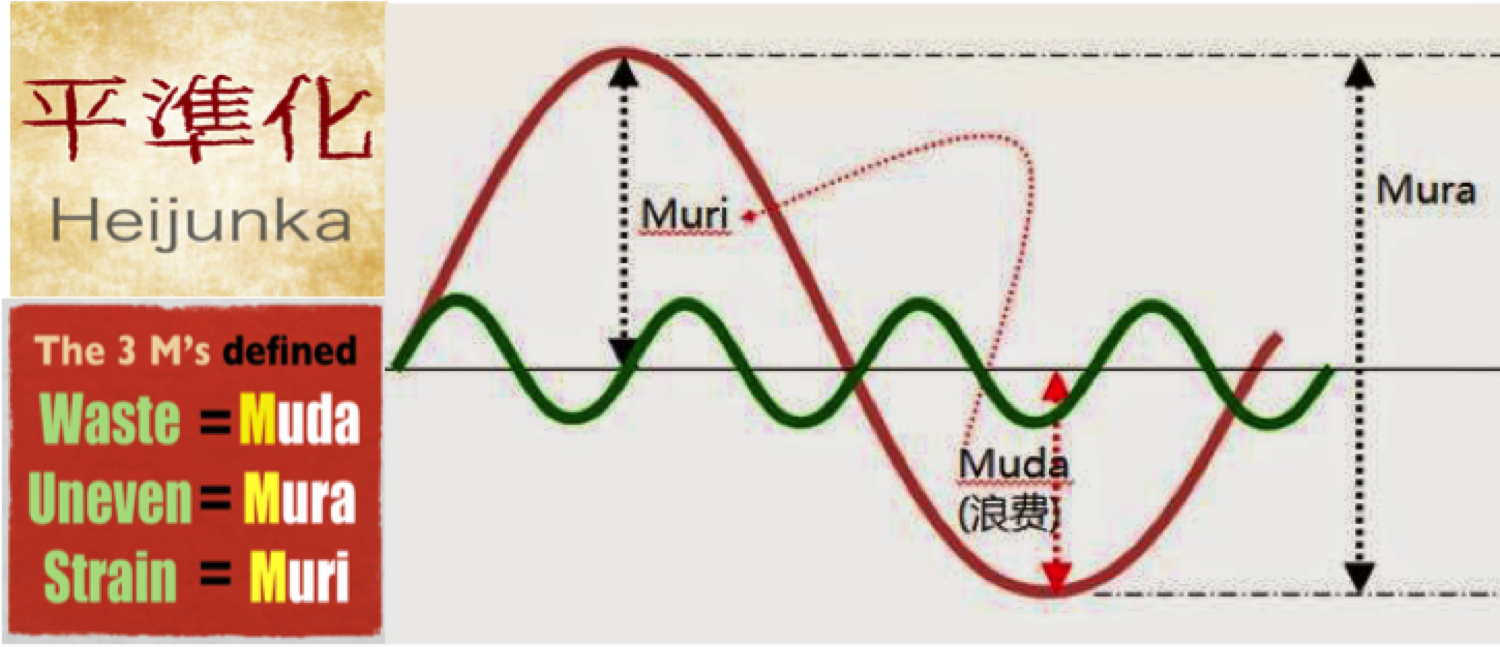
No mass production system can be continuously responsive to gyrating
orders without suffering from muri (overburden of machines, managers, and production
associates), and mura (unevenness in productivity and quality). And mura and muri together create muda
(waste).Fig.
Relationship Among Predictability, Flexibility and Stability Is Heijunka – When implemented correctly, heijunka provides predictability by leveling demand, flexibility by decreasing changeover time and stability by averaging production volume and type over the long term.
Here is how some Lean Books defines heijunka: “Leveling the type
and quantity of production over a fixed period of time. This enables production
to efficiently meet customer demands while avoiding batching and results in
minimum inventories, capital costs, manpower, and production lead time through
the whole value stream.”
From Pitch to Heijunka
Pitch is
the bridge connecting customer pack quantity with takt, so it makes no sense to
build products in less quantity than the pack size. The same is true for
creating production batches that are not multiples of the pack sizes.
Once we have Pitch we can develop a Heijunka
Box which tells the operator what to build every pitch interval.Fig.

Heijunka – The Load Leveling Box
Fig.

Develop a Heijunka Box for a days
production from the data below
Fig.

This Heijunka Box shows lot quantities to
produce per Pitch
Fig.

This Heijunka Box shows pallets to
produce per Pitch
Fig.

The information about what product to build on
the next Pitch is placed in the Heijunka box when completed products are picked
up.
Since products are picked up from the line at
the same rate as the others are scheduled for production Pitch by Pitch, any
problem with Flow will prevent pick up and become visible immediately.Fig.

The method that compiles the days production
requirement and lets the line determine the sequence is not Heijunka, but it
allows higher flexibility in a true high mix / low volume line
Kaizen the Ship Frequency
If the EPEI (or Interval) for all the
processes (pacemaker and upstream) is equal to the ship frequency, then the
entire value stream will flow
Ideal ship frequency is daily or more frequent
to the customer as this will continuously engage the pacemaker and upstream
operations to improve
Steadily increasing the ship frequencies is
therefore a highly worthy kaizen project for you and the customer.
The facility would be able to convert raw
materials into finished goods that can garner cash before the material bills
come due.
Response to change in
demand.
Rule of thumb:
• Kaizening the process can never
finish
• Customer demand always changes
• Design of pacemaker needs to
consider changing volumes
• A year-long history of shipment
may show periods of stable demand
For increasing demand:
• Smaller day-to-day fluctuations
are best handled by use of a finished goods supermarket (allows for takt time
and resource planning)
• Run a little overtime each shift
• Toggle the number of operators
(may require takt time adjustments due to change of work distribution)
Fig.

Keeping in mind the core concepts about heijunka will help keep a
company heading in the right direction.
•
Takt time: The time it takes to finish a product in order
to meet customer demand; can be thought of as the customer buying rate. It is
the guidance for the entire heijunka implementation.
•
Volume leveling: Manufacture at levels of
long-term average demand and keep a buffer inventory proportional to variability
in demand, stability of production process and shipping speed.
•
Type leveling: Essentially, make every
product every day and reserve capacity for changeover flexibility; use a heijunka
box to visualize the production flow and schedule.
•
Heijunka box: A working
diagram of type leveling and production schedule.
•
Work slowly and consistently: Taiichi Ohno,
founder of the Toyota Production System, says it best: “The slower but
consistent tortoise causes less waste and is much more desirable than the
speedy hare that races ahead and then stops occasionally to doze. The Toyota
Production System can be realized only when all the workers become tortoises.”
•
Changeover time: Efficiency of changeover is
the fulcrum of heijunka; narrowing changeover times helps tighten the
value stream between supply and demand.
•
Buffer inventory: Having some product ready
to ship at the beginning of each production cycle is essential to smoothing
production and leveling demand at consistent rates and quality so that resource
waste is minimized on the line.
Type standardization: By manufacturing one of each product or service a
day, knowledge can be more readily shared across types to benefit every
process.
Article is giving really productive information to everyone. Well done.
ResponderBorrarpart time MBA programs in Chandigarh
best institutes for btech in chandigarh
six sigma course